鋼絲纏繞高壓膠管的工藝要求
閱讀量:
高壓膠管有很多的種類,不同種類有著不同的功能,下麵就來看看鋼絲(si) 纏繞高壓膠管的工藝要求。
1、纏繞前應對內(nei) 管逐根檢查,不符合工藝要求的返回上工序處理。
2、纏繞過程中嚴(yan) 格按照工藝表3表4規定的鋼絲(si) 根數、纏繞行程、纏繞外徑執行。
3、纏繞時應邊纏邊活管,以防趕膠起堆造成纏繞直徑不均。
4、線軸放線張力要均勻,張力差不大於(yu) 0.5N。
5、上線時按予定型要求分清左右旋,嚴(yan) 禁左右旋混用,內(nei) 層纏繞層采用右旋相鄰兩(liang) 纏繞層旋向應相反。

LT SA5992
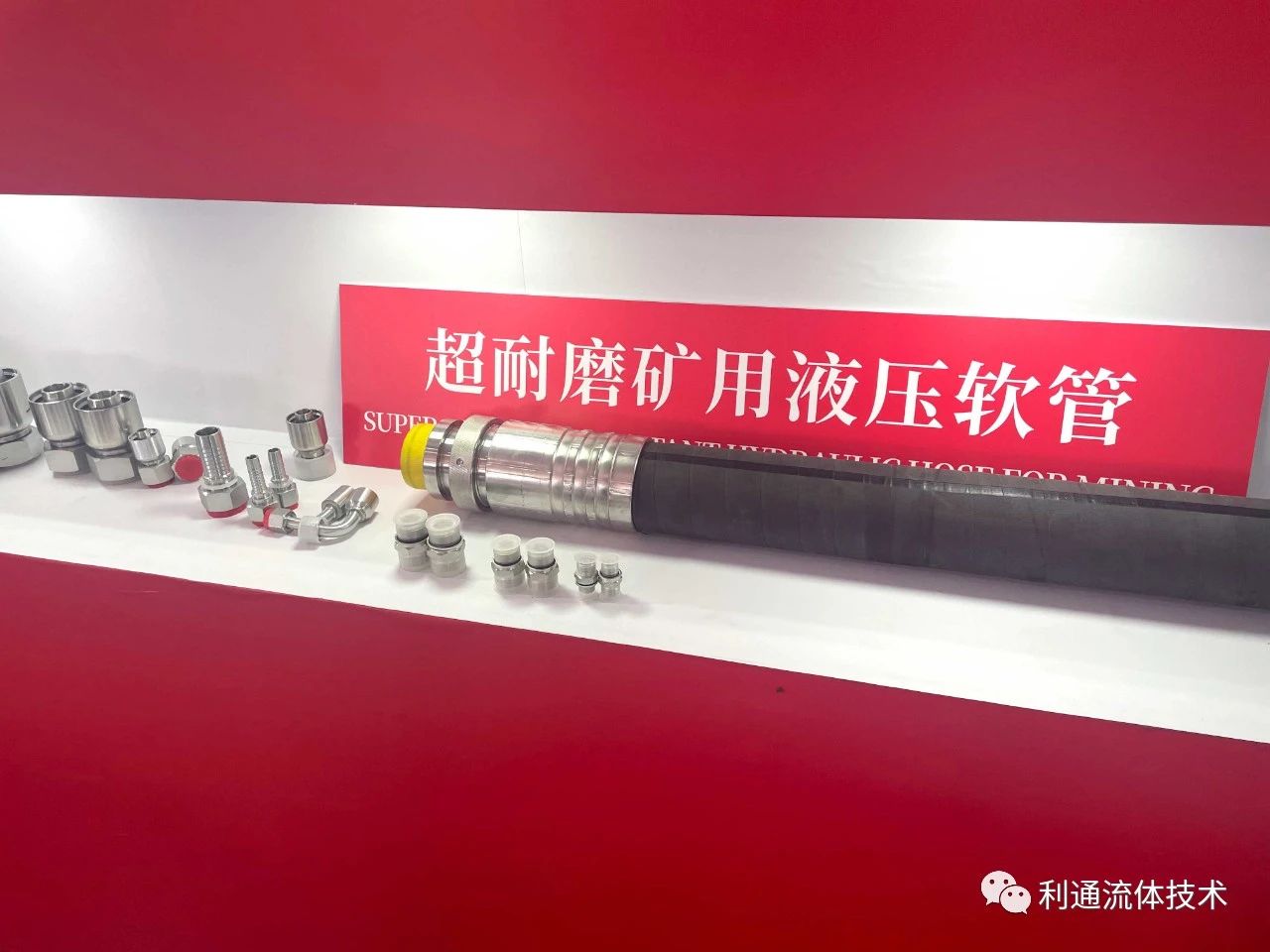
產(chan) 品應用:適⽤於(yu) 挖掘機等⼤型⼯程機械或苛刻環境使⽤需求。
內(nei) 膠層:氯丁合成橡膠,適⽤於(yu) 可⽣物降解的液壓油
增強層:兩(liang) 層鋼絲(si) 編織(1/4" ‒5/16"),脈衝(chong) ≥50萬(wan) 次,四層鋼絲(si) 纏繞(3/8"‒1 1/4"),脈衝(chong) ≥100萬(wan) 次,六層鋼絲(si) 纏繞(1 1/2"‒2"),脈衝(chong) ≥100萬(wan) 次
外膠層:免剝耐磨、耐天候合成橡膠
溫度範圍:-40℃ 至 +121℃(-40℉ 至 +250℉)
低彎曲:彎曲半徑⽐ISO18752標準減少48%;⽐SAE標準減少50%
高壓力:壓⼒符合ISO18752-BC/CC/DC標準
長壽命:配套使⽤kaiyun体育入口官网專(zhuan) 供⼀體(ti) 式軟管接頭及氫化丁腈密封件質保兩(liang) 年
6、各纏繞層采用相應的口型、分線器嚴(yan) 禁代用。
7、纏繞機牽引壓鏈要鬆緊適當,以免壓力過大壓傷(shang) 內(nei) 管。
8、內(nei) 層纏繞層不允許有斷線及背膠情況,其他纏繞層不允許有兩(liang) 根及兩(liang) 根以上斷線,纏繞層應排列整齊。允許一個(ge) 行程內(nei) 有一根鋼絲(si) 背股,纏繞層不合格處示作廢標記以便包裝時切除。
9、膠管每纏完一層用膠布將端頭纏緊,並保證纏頭部位順kaiyun体育入口官网過纏繞口型及包膠口型。
10、纏繞完畢的膠管整齊排放在托架上,並在48小時內(nei) 包膠硫化。